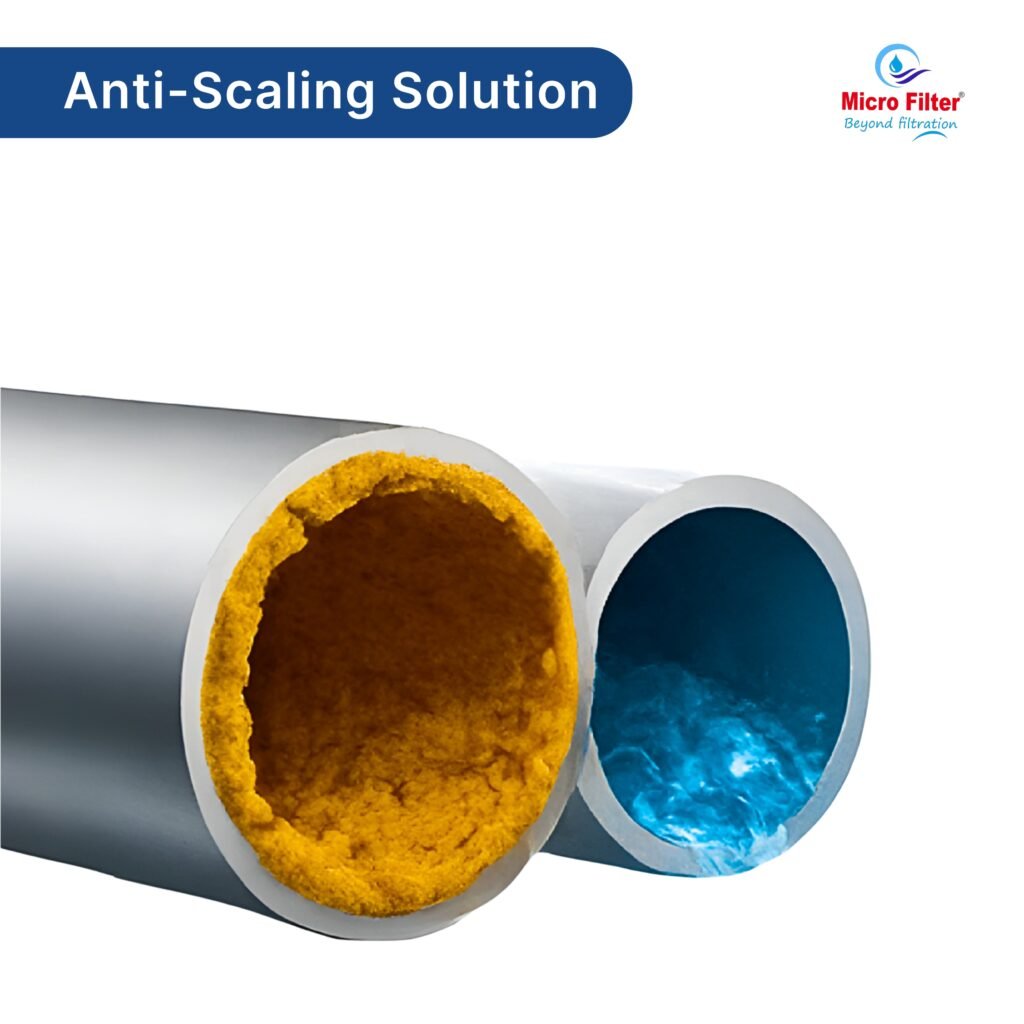
Microfilter Polymers Ltd. offers a high-performance Anti-Scaling Solution designed to prevent mineral scale formation in RO membranes, heat exchangers, boilers, and cooling towers. It works by disrupting crystal growth, keeping salts like calcium carbonate, sulfate, and silica in suspension.
The solution is chemically stable, easy to dose, and compatible with a wide range of membranes, including polyamide, TFC, and cellulose acetate types. It effectively protects against scaling caused by hardness, silica, barium, strontium, and iron.
Regular use of this antiscalant enhances system efficiency, increases membrane lifespan, and minimizes the need for frequent chemical cleaning or membrane replacement. This results in lower downtime, improved recovery rates, and reduced operating costs.
Our formulation is safe for potable applications and meets global water treatment safety norms. It’s suitable for use in industrial RO plants, commercial filtration systems, bottling plants, and process water units.
Supplied as a concentrated liquid, it is dosed at low ppm levels and integrates easily into existing dosing systems. Available in 5L, 25L, and bulk packaging, it offers long shelf life and excellent stability.
Whether your feed water is from municipal, borewell, or saline sources, Microfilter’s Anti-Scaling Solution delivers proven protection, optimal performance, and total peace of mind.